药品生产车间起重设备:洁净、安全、合规的智能搬运解决方案
在现代制药工业中,药品质量不仅关乎疗效,更直接关系到患者的生命安全。因此,从原料投入到成品包装的每一个环节,都必须在严格受控的环境中进行。作为关键辅助设备之一,药品生产车间起重设备已不再是简单的“吊东西的机器”,而是集洁净性、安全性与智能化于一体的合规保障工具。

普通工业起重机通常采用碳钢结构、开放式传动和润滑油系统,在运行过程中容易产生金属磨损颗粒、油雾和灰尘。这些污染物一旦进入洁净区,将严重违反GMP(《药品生产质量管理规范》)对无菌环境的要求,甚至导致整批产品报废或召回。
而药品生产车间——尤其是无菌制剂、生物制药、疫苗、细胞治疗等高风险区域——通常要求达到ISO 14644-1 Class 5~8的洁净等级。这就决定了所用起重设备必须:
不产尘、不积尘
易清洁、耐消毒
材料无毒、无脱落
运行稳定、精准可控
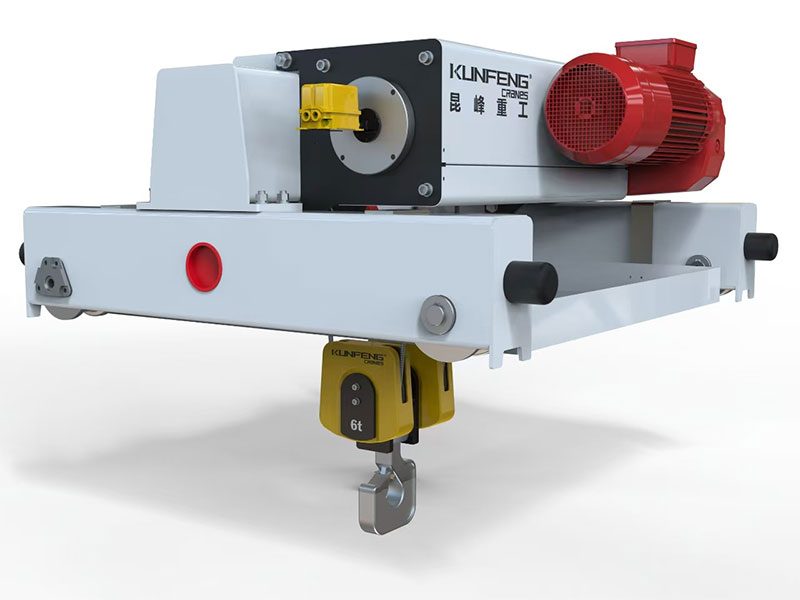
全封闭洁净结构
所有运动部件(如电机、减速机、滑轮)均采用IP54以上防护等级密封设计,有效防止微粒逸散。
医药级不锈钢材质
主梁、吊钩、外壳等接触面普遍采用304或316L不锈钢,表面镜面抛光(Ra ≤ 0.8μm),杜绝锈蚀与微生物滋生。
免润滑或食品级润滑系统
采用自润滑轴承或使用FDA认证的食品级润滑脂,彻底消除油污染风险。
低噪音、低振动运行
适配洁净室安静环境,避免干扰精密仪器或实验操作。
智能控制与数据追溯
支持变频调速、防摇摆、毫米级定位,并可集成至药厂MES/SCADA系统,实现操作记录可追溯,满足21 CFR Part 11电子记录要求。
完整验证文件支持
提供DQ(设计确认)、IQ(安装确认)、OQ(运行确认)全套文档,助力企业顺利通过GMP/FDA/EU GMP审计。
无菌灌装区:吊装配液罐、西林瓶转运车
冻干与灭菌工序:搬运冻干机托盘、灭菌柜内架
生物安全实验室(BSL-2/3):安全移位生物反应器或隔离器
洁净仓储:IBC吨桶、不锈钢周转桶的垂直/水平转运
采购药品生产车间起重设备时,企业应优先考虑具备以下能力的供应商:
拥有多个GMP药厂成功案例
熟悉中国NMPA、美国FDA、欧盟EMA法规要求
可根据车间布局定制跨度、起升高度与控制方式
提供从设计、制造、安装到验证的一站式服务
在“质量源于设计”(QbD)理念日益普及的今天,药品生产车间的每一台设备都是质量体系的一部分。一台符合GMP标准的起重设备,不仅是效率工具,更是企业合规生产、走向国际市场的坚实基石。昆峰重工专业提供符合GMP/FDA标准的药品专用起重设备,适用于无菌制剂、生物制药、疫苗等高洁净环境。全封闭、低粉尘、不锈钢结构,支持验证文件交付。
特种设备生产许可证

质量管理体系认证证书

iso9001
昆山特种设备协会分会长单位
昆山特种设备协会理事单位

13914965381

vip@kfqizhongji.com

江苏省昆山市横长泾路555号蒲公英科创产业园C栋